天正电气 官方版 v2014
天正电气 官方版 v2014
 草图大师SketchUp v20.0.373
草图大师SketchUp v20.0.373
 恒智天成建筑工程资料管理软件 V9.3.6
恒智天成建筑工程资料管理软件 V9.3.6
 小新实用五金手册 官方版
小新实用五金手册 官方版
 天正建筑 v9.0
天正建筑 v9.0
 广联达G+工作台 官方版 v5.2.56.5520
广联达G+工作台 官方版 v5.2.56.5520
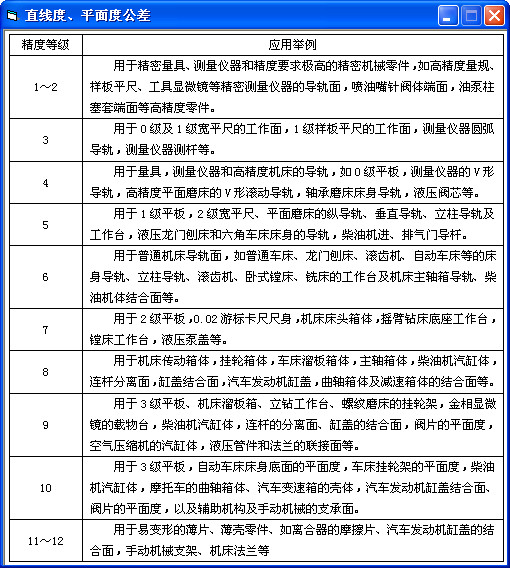
 直线度、平面度公差查询工具绿色版是一个十分专业的直线度、平面度公差计算查询软件,直线度、平面度公差查询工具绿色版使用起来非常的方便,直线度、平面度公差查询工具可以计算关于直线度公差、平面度公差的信息。
直线度、平面度公差查询工具绿色版是一个十分专业的直线度、平面度公差计算查询软件,直线度、平面度公差查询工具绿色版使用起来非常的方便,直线度、平面度公差查询工具可以计算关于直线度公差、平面度公差的信息。

应用举例
直线度公差指单一实际直线允许的变动全量。直线度、平面度公差查询工具绿色版用于控制平面或空间直线的形状误差,其公差带根据不同的情况有几种不同的形式。
形状公差是指单一提取(实际)要素形状的允许变动量。而直线度属于形状公差中的一种。直线度公差指单一实际直线允许的变动全量。用于控制平面或空间直线的形状误差,其公差带根据不同的情况有几种不同的形式。
检测原则
直线度误差的检测一般可采用“与理想要素比较原则”、“测量特征原则”、和“控制实段边介原则”。其中“与理想要素比较原则”应用最多。这时理想直线采用以下两种形式来体现。
(1)实物形式体现理想直线,可采用平尺、刀口尺(样板直齿)、精密平板和拉紧钢丝等来体现理想直线。
(2)自然物理形式体现理想直线
①利用光学原理制成的准直仪类仪器和各种干涉仪。
②利用水平物理|生质构成的水平仪类仪器(框式水平仪、全像水平仪、电子水平仪等)。
基本检测方法
1.光隙法
利用光隙法测量直线度误差时,是用样板直尺(刀口尺)等来体现“理想直线”与被测实际直线相接触,以它们之间透光缝隙的大小来判断直线度误差。
刀口尺与被测实际直线接触后并调至相对位置符合最小条件,再与标准光隙的大小对比来判断直线误差。
这种方法可测量较小的高精度零件的直线度误差。标准光隙如图2所示,它由量块、刀口尺和平晶组合而成。标准光隙的大小借助于光线通过狭缝时,呈现不同颜色的光素来鉴别。一般来说,当间隙>2.5μm时,呈白色;间隙为1.25~1.75μm时,呈红色;间隙约为0.8 μm时,呈蓝色;间隙<0.5μm时,则不透光。当间隙大于30μm时,可用塞尺来测量。[4]
2.打表法
采用这种方法测量时,常以精密平板来体现理想直线,在精密平板上连续地或定距间断地移动指示表表座,由指示表读出被测件相对平板的直线度误差。
所用平板的平面度误差和指示表的示值误差之和不大于被测件直线度公差要求的1/3~1/5。
(a)适于测量尺寸不大的零件;(b)适用于与标准件相比较的测量。(c)、(d)适用于轴类零件的测量;(e)适用于测量锥形零件;(f)适用于较大或较重的零件的测量。
3.节距法
节距法又称跨距法,是用桥板将被测面进行分段测量的一种方法,主要用来测量精度要求较高而待测直线尺寸又较长的研磨或刮研表面。如各种长窄轨面。
水平仪法
用水平仪测量是以自然水平面作为测量基准,根据液体中气泡总是向高处移动的原理,由水平仪中气泡移动的格数来反映被测直线斜率的变化。
测量时应先将被测零件的位置调至大致水平,以便水平仪在被测实际线的两端上都能得到读数。然后把水平仪1安放在跨距适当的桥板2上,再把桥板置于被测要素3的一端。按桥板的跨距依次逐段移动桥板至另一端为止,同时纪录各测点的读数。水平仪,匕各段位置的读数,都是以该段前点的水平仪位置为参数基准,将各测点的读数(格值)经数据处理即可获得以“格”为单位的误差值。
若测量时使用的是分度值为0.02/1000的水平仪,实测时桥板节距长为L,水平仪读数为a格,则以格为单位的直线的直线度误差值换算为线值表示的直线度误差f,按比例折算为:
f=L/1000 X 0.02×a(mm)
式中:L——测量节距,单位为mm。
a——以“格”为单位的测量结果。
软件特别说明
解压密码:www.downza.cn